
- รุ่น : VK-FTL-OS
- ความแม่นยำของการติดฉลาก: ±1 มม. (ไม่รวมข้อผิดพลาดของผลิตภัณฑ์และฉลาก) และระดับการปรับจะส่งผลต่อความแม่นยำของการติดฉลากอย่างเห็นได้ชัด
- ความเร็วในการติดฉลาก: 20~45 ชิ้น/นาที (ขึ้นอยู่กับขนาดฉลากผลิตภัณฑ์)
- ผลิตภัณฑ์ที่ใช้ได้: ภาชนะที่ลูกค้าจัดเตรียมให้
- ฉลากที่ใช้ได้: ฉลากม้วนที่ลูกค้าจัดทำให้
- ขนาดเครื่อง: 2250×1310×1520มม. (ยาว×กว้าง×สูง)
- กำลังไฟที่ใช้ได้: 220ACV 50/60HZ.
- น้ำหนัก: 350กก.
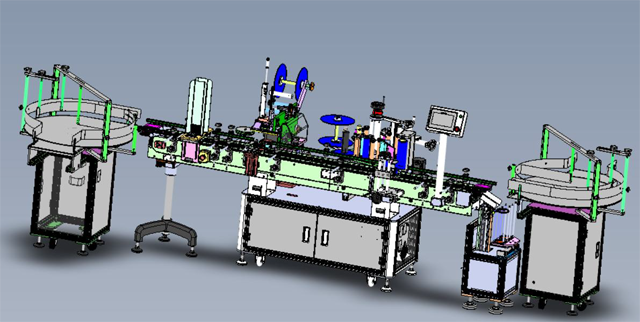
เครื่องติดฉลากสองหัวนี้เหมาะสำหรับการติดฉลากและบรรจุภัณฑ์ขวดและฝาขวด ซึ่งควรเป็นไปตามข้อกำหนดที่กำหนดไว้ด้านล่าง:
การประยุกต์ใช้เครื่องจักร
1.ติดฝาครอบโดยเฉพาะ(ต้องใช้ระบบฝาครอบล่างหน้า ระบบฝาครอบท้าย เป็นแบบจมลง ดูรูปด้านขวา)
2. เครื่องติดฉลากขวดทรงกลมบนตัวขวด (ข้อกำหนด A. ติดตั้งสายพานป้อนขวด สายพานปิดขวด B. เครื่องต้องขยายขนาดให้เหมาะกับขวดที่มีเส้นผ่านศูนย์กลาง 30-160 มม.)
3. นำมาใช้กับขวดทรงกลมโดยเฉพาะ
4. เครื่องจะต้องมีเครื่องเข้ารหัส
5. ขนาดลิฟต์ของลูกค้าคือ 1.75*1.1 เมตร และจำเป็นต้องรื้อถอนเพื่อให้สามารถนำทางในการเข้าสู่ลิฟต์ได้
พารามิเตอร์พื้นฐานของเครื่องจักร



- ความแม่นยำของการติดฉลาก: ±1 มม. (ไม่รวมข้อผิดพลาดของผลิตภัณฑ์และฉลาก) และระดับการปรับจะส่งผลต่อความแม่นยำของการติดฉลากอย่างเห็นได้ชัด
- ความเร็วในการติดฉลาก: 20~45 ชิ้น/นาที (ขึ้นอยู่กับขนาดฉลากผลิตภัณฑ์)
- ผลิตภัณฑ์ที่ใช้ได้: ภาชนะที่ลูกค้าจัดเตรียมให้
- ฉลากที่ใช้ได้: ฉลากม้วนที่ลูกค้าจัดทำให้
- ขนาดเครื่อง: 2250×1310×1520มม. (ยาว×กว้าง×สูง)
- กำลังไฟที่ใช้ได้: 220ACV 50/60HZ.
- น้ำหนัก: 350กก.
เครื่องติดฉลากคืออะไร:
เครื่องติดฉลากเป็นอุปกรณ์สำหรับติดม้วนฉลากกระดาษกาวในตัวหรือวัสดุอื่นๆ ที่เหมาะสมกับผลิตภัณฑ์หรือบรรจุภัณฑ์ที่กำหนด ซึ่งใช้กันอย่างแพร่หลายในอุตสาหกรรมต่างๆ เช่น อุปกรณ์อิเล็กทรอนิกส์ เฟอร์นิเจอร์ เครื่องดื่ม สารเคมีในชีวิตประจำวัน อาหาร ยา ปิโตรเคมี เป็นต้น
การติดฉลากภาชนะบรรจุผลิตภัณฑ์และกล่องบรรจุภัณฑ์ อุปกรณ์เครื่องติดฉลากอัตโนมัติมีบทบาทสำคัญในอุตสาหกรรมต่างๆ โครงสร้างของเครื่องจักรนั้นสมบูรณ์แบบ และวัสดุสแตนเลสทั้งหมดทำให้จัดเก็บได้ง่ายขึ้นและป้องกันไม่ให้อุปกรณ์เปียกและเป็นสนิม
หลักการของเครื่องติดฉลากคือสินค้าจะถูกป้อนไปยังสถานีทำงานติดฉลากด้วยความเร็วคงที่บนสายพานลำเลียง อุปกรณ์กลไกจะแยกสินค้าออกจากกันในระยะทางคงที่และผลักสินค้าไปตามทิศทางของสายพานลำเลียง
มีล้อขับเคลื่อน ล้อติดฉลาก และรีล ล้อขับเคลื่อนจะลากแถบฉลากเป็นระยะๆ เพื่อดึงแถบฉลากออกจากแกนม้วนในขณะที่แถบฉลากถูกกดเข้ากับสินค้าโดยล้อติดฉลาก มีการใช้การควบคุมการเคลื่อนที่แบบวงเปิดบนรีลเพื่อรักษาความตึงของแถบฉลาก
เนื่องจากแถบฉลากเชื่อมต่อถึงกัน สายพานฉลากจะหยุดและหยุดอย่างต่อเนื่องเพื่อให้เทปฉลากติดกับสินค้าโดยที่ล้อฉลากจะเคลื่อนที่ด้วยความเร็วเท่ากับสินค้า เมื่อสายพานลำเลียงไปถึงตำแหน่งหนึ่ง ล้อขับเคลื่อนฉลากจะเร่งความเร็วให้เท่ากับความเร็วที่สายพานจับคู่ และหลังจากติดฉลากแล้ว ล้อจะชะลอความเร็วลงจนหยุด
เนื่องจากฉลากอาจเลื่อนได้เล็กน้อย จึงมีเครื่องหมายไว้เพื่อให้แน่ใจว่าฉลากแต่ละแผ่นวางอย่างถูกต้อง โดยเซ็นเซอร์ออปติคัลจะอ่านเครื่องหมายดังกล่าว ในระหว่างช่วงชะลอความเร็วของฉลาก ล้อขับเคลื่อนจะปรับตำแหน่งใหม่เพื่อแก้ไขข้อผิดพลาดบนฉลาก
ตัวอย่างขวดและฝา


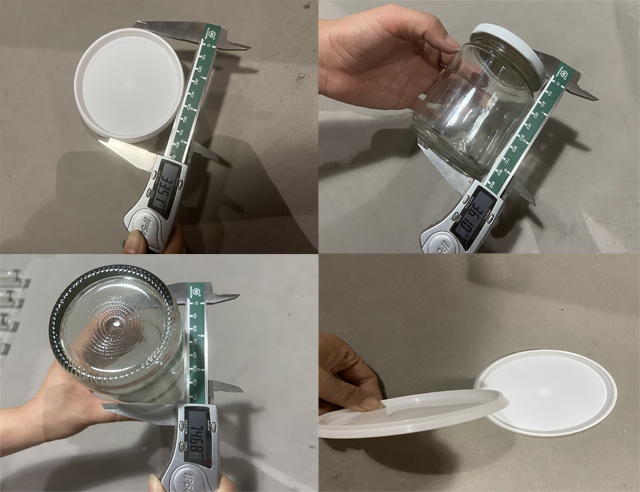
ขนาดตัวอย่าง (ดูรายละเอียดในตัวอย่างจริง)
1. เส้นผ่านศูนย์กลางขวด 70 มม. สูง 96 มม. (เส้นผ่านศูนย์กลางฉลากด้านบน 55 มม. ฉลากขวด 160*40 มม.)
2. ขวดเบอร์ 1 เส้นผ่านศูนย์กลาง 70มม. สูง 330มม. ฉลาก 230*106มม.
3. ขวดเบอร์ 2 เส้นผ่านศูนย์กลาง 50มม. สูง 230มม. ฉลากขวด 170*70มม.
คู่มือการใช้งาน
ส่วนที่ 1 คำชี้แจง
I. รายการปกติ
เครื่องติดฉลากนี้เป็นอุปกรณ์ที่ไม่ได้มาตรฐานและต้องใช้เทคนิคบางอย่างในการใช้งาน มิฉะนั้น ประสิทธิภาพสูงหรือการใช้งานปกติของเครื่องจะได้รับผลกระทบ การทำงานของเครื่องติดฉลากนี้ต้องได้รับการดูแลโดยช่างเทคนิคที่มีการฝึกอบรม
การใช้งานอุปกรณ์นี้ควรปฏิบัติตามคู่มือการใช้งานหรือคำแนะนำจากช่างเทคนิคของบริษัทเรา คู่มือการใช้งานนี้ใช้กับเครื่องติดฉลาก VK-FRL-OS (ในหัวข้อต่อไปนี้จะเรียกว่าเครื่องติดฉลาก) จุดประสงค์คือเพื่อให้มั่นใจว่าการใช้งานและการปรับแต่งเครื่องนี้เป็นไปอย่างปกติ
II. สิทธิของบริษัท
อุปกรณ์นี้ได้รับการพัฒนาและผลิตโดยบริษัทของเรา บริษัทของเราสงวนสิทธิ์ดังต่อไปนี้:
เพื่อรักษาข้อได้เปรียบทางเทคนิคและความสามารถในการใช้งานของเครื่องจักร บริษัทของเราสามารถอัปเดตชิ้นส่วนเครื่องจักร ส่วนประกอบควบคุมไฟฟ้าและซอฟต์แวร์ รวมไปถึงโครงสร้าง ประเภทและยี่ห้อของส่วนประกอบที่ใช้ แต่ไม่ได้สัญญาว่าจะอัปเดตฟรีสำหรับเครื่องจักรที่จำหน่ายไปแล้ว
บริษัทของเรามีสิทธิ์ที่จะเรียกร้องให้มีการเก็บรักษาเครื่องจักรให้สมบูรณ์ หากไม่ได้รับคำแนะนำทางเทคนิคจากช่างเทคนิคจากบริษัทของเรา การปรับเปลี่ยนชิ้นส่วนกลไก ไฟฟ้า หรือระบบควบคุมจะไม่ได้รับอนุญาต หรือหากไม่ปฏิบัติตามกฎ ฝ่ายที่ละเมิดกฎจะต้องเป็นผู้จ่ายค่าเสียหายที่เกี่ยวข้อง
บริษัทของเราให้คำแนะนำทางเทคนิคที่เกี่ยวข้องสำหรับการเพิ่มโค้ดหรือฟังก์ชั่นอื่น ๆ ที่ใช้เครื่องนี้ แต่จะไม่รับผิดชอบต่อส่วนประกอบที่เกี่ยวข้อง
สิทธิ์ในทรัพย์สินทางปัญญาของเครื่องนี้และคู่มือการใช้งานนี้เป็นของบริษัทเรา การลอกเลียนแบบใดๆ จะต้องรับผิดทางกฎหมาย
III. รายการด้านความปลอดภัย
อันตราย! ควรตรวจสอบเครื่องที่กำลังทำงานว่าต่อสายดินไว้เพื่อป้องกันไฟฟ้าช็อตหรือไม่
อันตราย! ตรวจสอบให้แน่ใจว่าแรงดันไฟฟ้าไม่ได้เกินพิกัด
คำเตือน! การใช้งานกล่องไฟฟ้าและวงจรไฟฟ้าควรอยู่ภายใต้คำแนะนำของช่างไฟฟ้าหรือบุคลากรมืออาชีพ
คำเตือน! ควรระวังส่วนที่หมุนเพื่อป้องกันการกดทับ
IV. สิทธิในการดำเนินการ
ต้องแน่ใจว่าการใช้งาน ตำแหน่งที่ตั้ง และการบำรุงรักษาเครื่องจักรนี้จะต้องดำเนินการโดยบุคลากรที่ได้รับการฝึกอบรมและได้รับอนุญาต
อนุญาตให้เฉพาะบุคลากรและวิศวกรอุปกรณ์ที่ได้รับการรับรองหรือมืออาชีพเท่านั้นที่ทำการจัดวางโครงสร้าง
การใช้งานเครื่องจักรต้องแน่ใจว่า:
- ผู้ปฏิบัติงานได้รับการฝึกอบรมอย่างมืออาชีพและได้รับการรับรองจากบริษัทของเรา
- ผู้ปฏิบัติงานมีความรู้ในการซ่อมแซมหรือจัดการกับความผิดปกติพื้นฐานในระหว่างกระบวนการดำเนินงานเครื่องจักร
- ให้ทำงานตามข้อกำหนดในคู่มือนี้ในการใช้งานเครื่องนี้
V. สภาพแวดล้อมการทำงาน
ห้ามใช้ในกรณีต่อไปนี้:
- การเปลี่ยนแปลงอุณหภูมิอย่างรุนแรง
- ความชื้น หรือความชื้นสูง
- แรงสั่นสะเทือนและแรงกระแทกรุนแรง
- ฝุ่นเยอะเกินไป
- สเปรย์น้ำ น้ำมัน และสารเคมี
- วัตถุระเบิด วัตถุไวไฟ และวัตถุอันตราย
VI. ช่วงเวลารับชม
เครื่องติดฉลากนี้ผลิตขึ้นตามผลิตภัณฑ์ของลูกค้าโดยเฉพาะและไม่ใช่อุปกรณ์มาตรฐาน มีข้อกำหนดด้านเทคนิคและประสบการณ์สำหรับผู้ปฏิบัติงาน และต้องใช้เวลาหนึ่งเดือนในการปรับแต่ง ในช่วงเวลาการปรับแต่ง หากไม่สามารถบรรลุพารามิเตอร์ทางเทคนิคในการทำงานของอุปกรณ์ได้ ให้ส่งข้อเสนอแนะไปยังบริษัทของเราเพื่อรับการสนับสนุนทางเทคนิค
ส่วนที่ 2 บทนำเกี่ยวกับเครื่องจักร
ฉัน. ฟังก์ชั่นพื้นฐาน:
เครื่องติดฉลากรุ่นนี้ได้รับการออกแบบมาโดยเฉพาะ มีลักษณะเฉพาะตัว และใช้ติดฉลากบนเส้นรอบวงและด้านบนของกระบอกสูบหรือในตำแหน่งที่กำหนด (การติดฉลากในตำแหน่งที่กำหนดจะต้องเพิ่มอุปกรณ์เสริม) เมื่อคุ้นเคยกับเครื่องแล้ว เครื่องนี้ยังสามารถใช้ติดฉลากบนภาชนะทรงกลมในอุตสาหกรรมอื่นๆ ได้อีกด้วย เช่น อาหารกระป๋อง ภาชนะทรงกลมสำหรับอาหารกระป๋อง เครื่องสำอาง ยา และอื่นๆ
II. คำอธิบายกระบวนการกู้คืนฉลาก:
วางภาชนะ → ภาชนะแยก → สายพานลำเลียง → การตรวจจับผลิตภัณฑ์ → การกู้คืนฉลาก → รวบรวมภาชนะ
- วางผลิตภัณฑ์ไว้บนสายพานขนส่ง
- กลไกแยกภาชนะจะแยกภาชนะออกจากกันในระยะห่างที่กำหนด
- ภายใต้การลากของสายพานขนส่ง คอนเทนเนอร์จะวิ่งไปทางด้านขวาของกลไกการติดฉลากโดยอัตโนมัติ
- คอนเทนเนอร์มาถึงตำแหน่งที่ตรวจจับได้ และถูกตรวจจับโดยเซ็นเซอร์ไฟฟ้าซึ่งจะส่งสัญญาณตอบกลับไปยัง PLC
- มอเตอร์ลากหมุน ส่งและติดฉลากลงบนผลิตภัณฑ์
- กลไกการกู้คืนการติดฉลากจะบิดและกลิ้งฉลากบนภาชนะ
- ตู้คอนเทนเนอร์จะถูกขนส่งและรวบรวมไว้ในตู้คอนเทนเนอร์รวบรวม
ส่วนที่ 3 กลไก
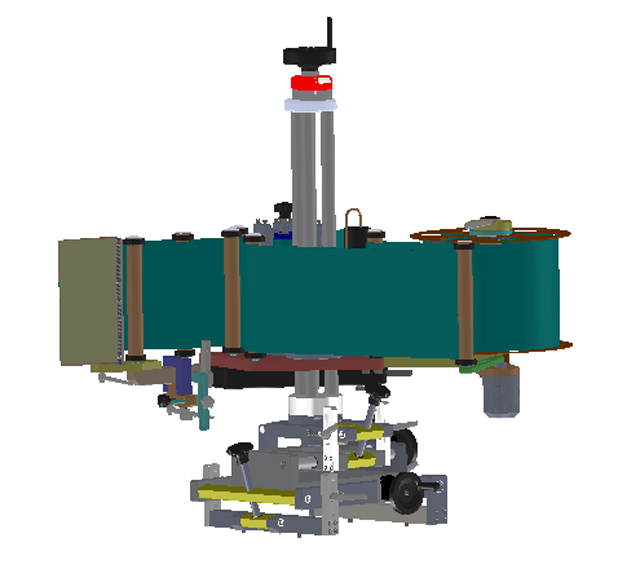
I. ภาพรวม
โครงสร้างทางกลและฟังก์ชันของแต่ละส่วนแสดงไว้ในภาพต่อไปนี้ [โมเดล 3 มิติของอุปกรณ์]
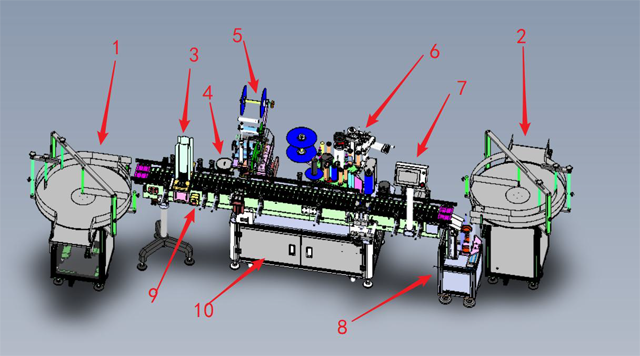
- กลไกการป้อนอาหารและการจัดการขวด: การลำเลียงผลิตภัณฑ์ไปยังสายการลำเลียง
- กลไกการรับขวด: การรับและคัดแยกผลิตภัณฑ์ที่ผ่านการแปรรูป
- กลไกการแบ่ง: การแบ่งและการติดฉลากวัสดุแผ่นดิสก์
- กลไกการแยกขวดจะแยกผลิตภัณฑ์ขวดกลมออกจากกันและเปิดระยะห่าง
- หัว# 1 สำหรับติดฉลากระนาบด้านบนของผลิตภัณฑ์
- 2# หัวติดฉลากด้านข้างของผลิตภัณฑ์
- หน้าจอแสดงผลสำหรับการโต้ตอบระหว่างมนุษย์กับคอมพิวเตอร์
- กลไกการรับจะรับผลิตภัณฑ์แผ่นดิสก์
- การหยุดฉุกเฉินของแหล่งจ่ายไฟ: กดปุ่มและอุปกรณ์จะถูกปิดเพื่อหยุดฉุกเฉิน
- ตำแหน่งการติดตั้งกล่องไฟและส่วนวงจรอุปกรณ์
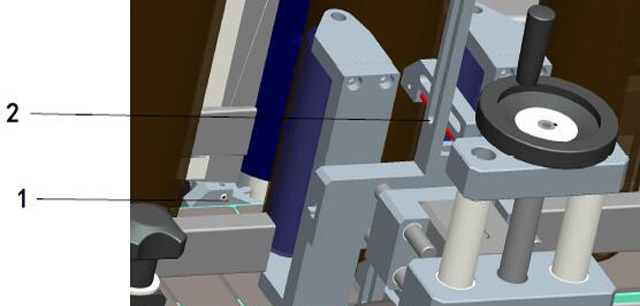
II. การดูรายละเอียด

1. [หัวฉลาก]
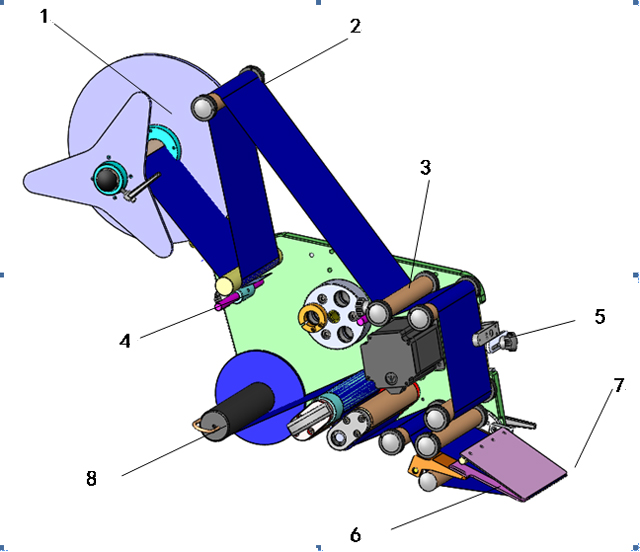
- กลไกการวางวัสดุ: ใช้ในการใส่ฉลากลงในม้วน
- เบรก: ใช้เพื่อหยุดฉลากเพื่อป้องกันไม่ให้ฉลากหลวมและรักษาแรงตึงของสายพาน
- ลูกกลิ้ง: ฉลากแบบลมเพื่อรักษาแรงตึงของฉลาก
- กลไกการกด: กดฉลากให้แน่น
- กรอบเซ็นเซอร์ไฟฟ้า: ติดตั้งเซ็นเซอร์ไฟฟ้าระบุฉลากและเลื่อนไปข้างหน้าและข้างหลัง
- กระดานจ่าย: ฉลากที่หก
- กลไกการดึง: ลากกระดาษฐานของแถบฉลาก และให้พลังเพื่อแยกฉลาก
- กลไกการรวบรวมวัสดุ: รีไซเคิลกระดาษฐานฉลาก
2. กรอบเซนเซอร์ตรวจจับไฟฟ้าผลิตภัณฑ์
- เซ็นเซอร์ตรวจจับไฟฟ้าผลิตภัณฑ์: ใยแก้วนำแสงแบบสัมพันธ์ตรง: เส้นหนึ่งส่งสัญญาณ และอีกเส้นหนึ่งรับสัญญาณ ตรวจจับวัตถุที่มีอยู่หรือไม่โดยแบ่งสัญญาณ
- เซ็นเซอร์ตรวจจับไฟฟ้าแบบระบุตำแหน่ง: ใยแก้วนำแสงแบบสะท้อนแสงแบบกระจาย เพื่อระบุตำแหน่งการติดฉลาก เพื่อตรวจจับการมีอยู่ของผลิตภัณฑ์จากการเปลี่ยนแปลงของการสะท้อนแสงแบบกระจาย
3.กลไกการปรับแต่ง:
ปรับกลไกการปรับทั้งหมด ต้องคลายสกรูล็อคที่เกี่ยวข้องออกก่อน ขันสกรูล็อคให้แน่นหลังจากปรับแล้วเพื่อให้ยึดแน่น
- คันโยกปรับไปข้างหน้าและข้างหลัง: ปรับหัวฉลากไปข้างหน้าและข้างหลังด้วยปลายวงล้อหมุน
- คันปรับซ้ายและขวา: ปรับตำแหน่งหัวติดฉลากไปทางซ้ายและขวาด้วยปลายวงล้อหมุน
- การปรับความเอียงซ้ายและขวา: ปรับความขนานระหว่างหัวติดฉลากและสายพานขนส่งด้วยมือหมุน
- การปรับความเอียงไปข้างหน้าและข้างหลัง: ปรับความขนานระหว่างหัวติดฉลากและสายพานขนส่งด้วยมือหมุน
- การปรับขึ้นและลง: ปรับหัวการติดฉลากขึ้นและลงโดยใช้มือหมุนที่ด้านบน
- การปรับเซ็นเซอร์ไฟฟ้าระบุฉลาก: ปล่อยวงล้อ 5 สตาร์ทไปที่ตำแหน่งเซ็นเซอร์ไฟฟ้าซ้ายและขวาขึ้นและลง
- การปรับมุมแผงเครื่องจ่าย: หมุนมุมของแผงเครื่องจ่ายโดยคลายสกรูตำแหน่งสัมพันธ์กัน
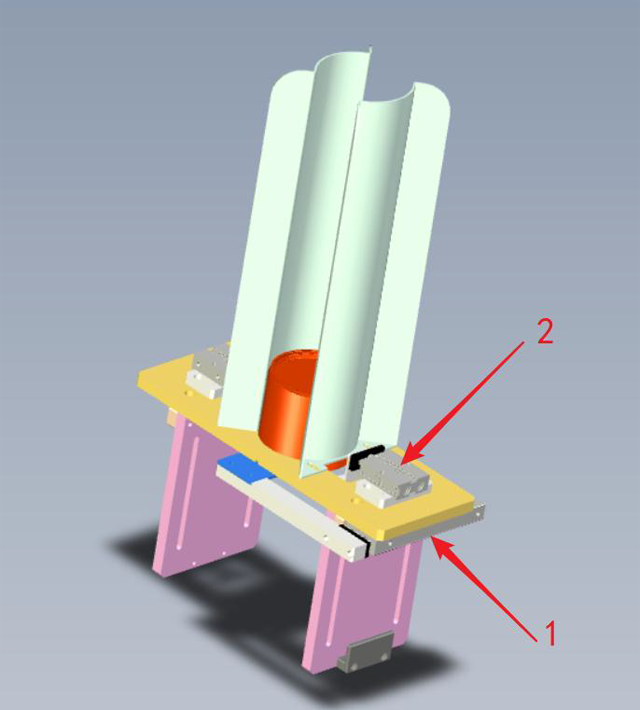
4. กลไกการจัดวางตำแหน่ง
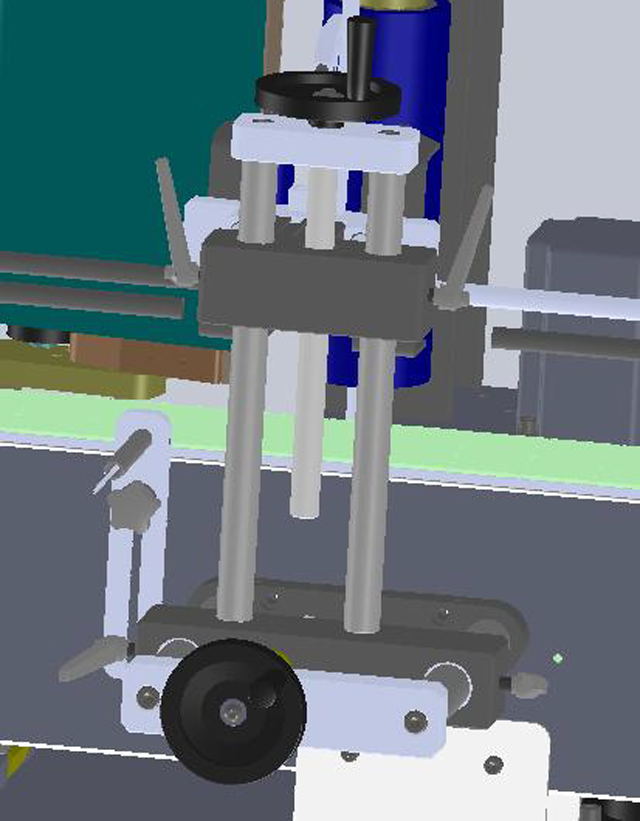
- การปรับไปข้างหน้าและข้างหลัง: ปรับกลไกการวางตำแหน่งไปข้างหน้าและข้างหลังโดยการปรับวงล้อที่ด้านบน
- การปรับขึ้นและลง: ปรับกลไกการวางตำแหน่งขึ้นและลงโดยการปรับวงล้อที่ด้านบน
5. กลไกการกู้คืนฉลาก
การปรับความเอียง: ขันสกรู 2 ตัวที่ด้านหน้าออก (ขันเข้า) และขันสกรู 2 ตัวที่ด้านหลังเข้า (ขันออก) เพื่อปรับมุมระหว่างกลไกการกู้คืนฉลากและสายพานขนส่ง
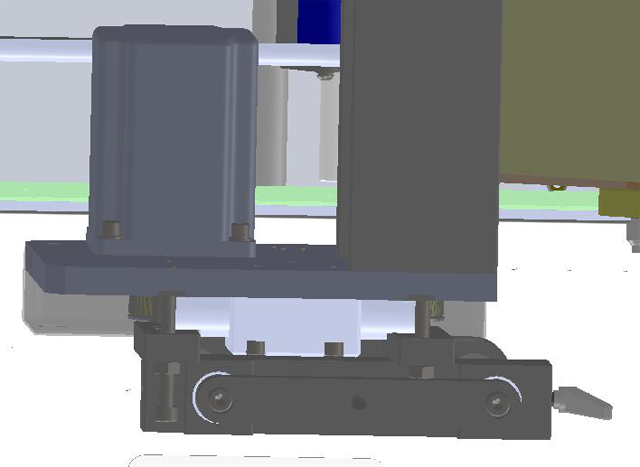
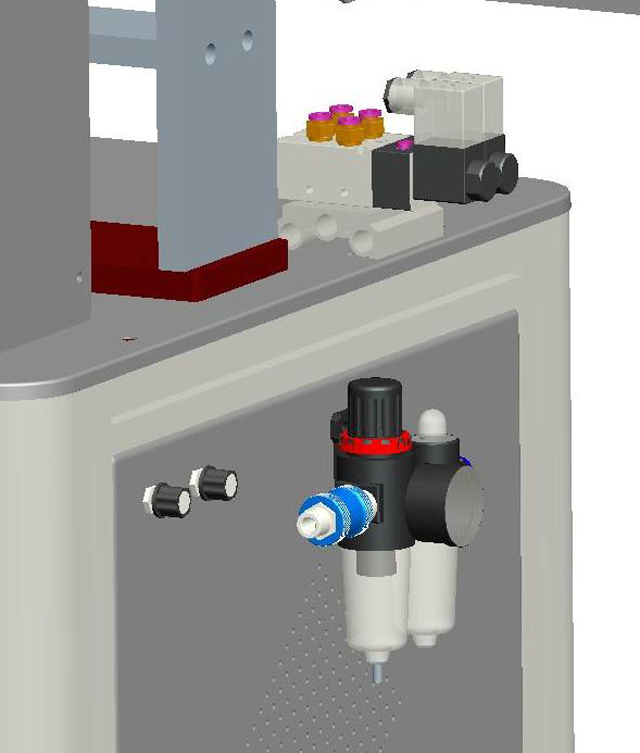
6. กลไกการกระจายสินค้า
- กระบอกสูบจ่ายและระบาย: รับผิดชอบในการระบายผลิตภัณฑ์ภายในถังทีละชิ้น
- กระบอกยึดกระจายวัสดุ: รับผิดชอบในการยึดผลิตภัณฑ์อื่น ๆ เมื่อวัสดุถูกปล่อยออกมาจากกระบอกยึดปล่อย
ส่วนที่ 4 ส่วนไฟฟ้า
I. หลักการควบคุมไฟฟ้า:
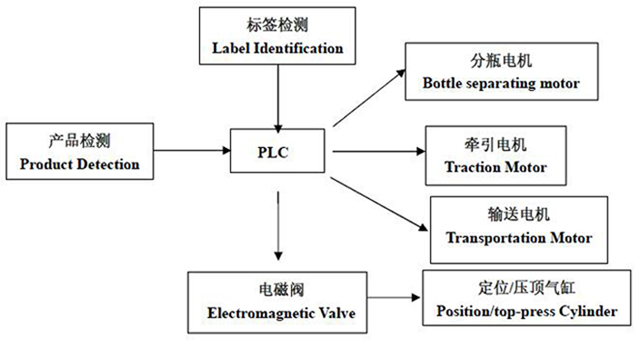
สัญญาณอินพุตได้แก่ สัญญาณการตรวจจับผลิตภัณฑ์ สัญญาณการตรวจจับการติดฉลาก และสัญญาณระบุฉลาก หลังจากประมวลผลใน PLC แล้ว สัญญาณเอาท์พุตคือสัญญาณควบคุมของมอเตอร์ลากจูงและวาล์วแม่เหล็กไฟฟ้าเพื่อควบคุมความยืดหยุ่นของกระบอกสูบควบคุมและมอเตอร์ลากจูง เพื่อสิ้นสุดการวางตำแหน่งการติดฉลากผลิตภัณฑ์
ส่วนที่ 5 การปรับแต่ง
I. การปรับเชิงกล
1. กลไกการชี้นำ:
ปรับกลไกการวางแนว เลื่อนบล็อกนำทางไปข้างหน้าและข้างหลังตามขนาดของผลิตภัณฑ์เพื่อให้แน่ใจว่าผลิตภัณฑ์จะไม่ไปในทิศทางที่ผิดในการขนส่ง ปรับให้ผลิตภัณฑ์ผ่านไปได้อย่างราบรื่นและจะดีถ้าการจัดตำแหน่งที่ไม่ถูกต้องทั้งสองด้านภายใน 0.5 มม.
2. กลไกการฟื้นตัว:
ปรับกลไกการกู้คืนเพื่อให้ล้อยางขนานกับผลิตภัณฑ์ ซึ่งจะช่วยให้แรงกดบนผลิตภัณฑ์เท่ากัน ล้อกู้คืนสามารถสัมผัสฉลากได้ และตำแหน่งการติดฉลากก็มีเสถียรภาพ
3. หัวติดฉลาก:
ต้องคลายสกรูล็อคที่เกี่ยวข้องก่อนสำหรับการปรับแต่ละครั้ง ขันสกรูล็อคให้แน่นหลังจากปรับแล้ว ปรับขึ้นและลง ไปข้างหน้าและข้างหลังด้วยล้อมือ สามารถปรับขนานหรือหมุนเพื่อปรับตำแหน่งการติดฉลากได้
4. บอร์ดจ่ายฉลาก:
ปรับแผงจ่ายฉลาก คลายที่จับรูป 7 เหลี่ยมบนกลไกการเชื่อมต่อของแผง และแกว่งแผงจ่ายฉลากให้ได้มุมที่เหมาะสมเพื่อให้ตรงกับความต้องการของผลิตภัณฑ์ อาจต้องปรับมุมเพื่อให้ฉลากแยกออกจากกันได้อย่างราบรื่นสำหรับฉลากที่มีความหนาและวัสดุต่างกัน
II. การปรับเซนเซอร์ไฟฟ้า
เครื่องมีเซ็นเซอร์ไฟฟ้า 2 ชุด: เซ็นเซอร์ไฟฟ้าตรวจจับผลิตภัณฑ์และเซ็นเซอร์ไฟฟ้าระบุฉลาก ซึ่งสามารถปรับตามความต้องการในการตรวจจับผลิตภัณฑ์และระบุฉลากได้
1. การปรับตำแหน่ง:
ปรับกรอบเซนเซอร์ไฟฟ้าไปข้างหน้าและข้างหลังหรือขึ้นและลงเพื่อปรับผลิตภัณฑ์และฉลากต่างๆ วิธีการปรับดูได้จากส่วนแนะนำเชิงกล
2. การตั้งค่าตาไฟฟ้า:
เซ็นเซอร์ไฟฟ้าเดิมคือเซ็นเซอร์ไฟฟ้าร่อง MT เซ็นเซอร์ไฟฟ้าสำหรับระบุฉลากหรือตรวจจับผลิตภัณฑ์อื่นๆ เป็นตัวเลือก
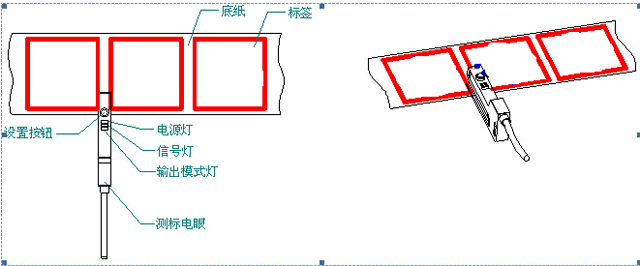
2.1 เซ็นเซอร์ไฟฟ้าระบุฉลาก: เพื่อตรวจจับฉลาก (เป็นเพียงการแนะนำรุ่นเท่านั้น ไม่ได้แสดงถึงประเภทจริงของเครื่องนี้)
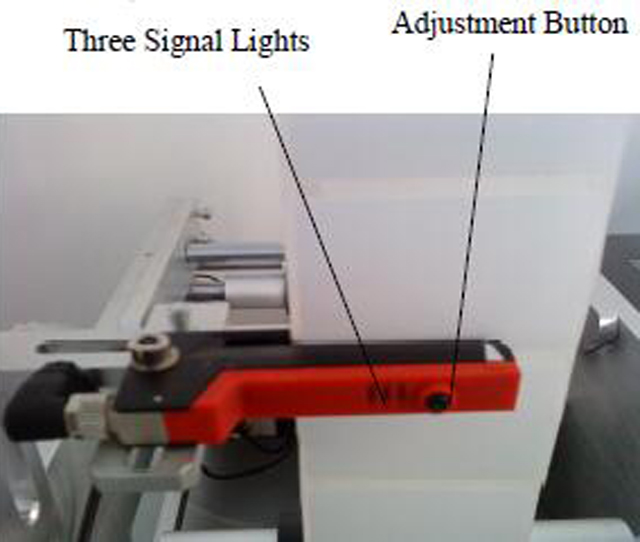
[เซ็นเซอร์ไฟฟ้า LEUZE GS-63 ของเยอรมัน]
คำแนะนำการใช้งานเซ็นเซอร์ไฟฟ้า:
1) ลากฉลากเพื่อผ่านร่อง U ของเซนเซอร์ไฟฟ้าตามที่แสดงในรูปต่อไปนี้
2) การลากฉลาก ไฟสัญญาณสีเหลืองจะติดขึ้นในช่องว่างระหว่างฉลาก และจะดับลงตรงตำแหน่งที่มีฉลาก ดังนั้นจึงเป็นเรื่องปกติและสามารถใช้งานได้โดยตรง
3) เมื่อไฟสัญญาณสีเหลืองติดหรือดับตลอดเวลา ให้รีเซ็ตเซ็นเซอร์ไฟฟ้า
4) วิธีการตั้งค่าเซ็นเซอร์ไฟฟ้ามีดังนี้:
- ลากฉลากผ่านร่องรูปตัว U ตามที่แสดงในภาพต่อไปนี้
- ใส่กระดาษฐานพร้อมฉลากเข้าไปในร่องของเซ็นเซอร์ไฟฟ้า กดปุ่มปรับเป็นเวลา 3 วินาทีจนกว่าไฟสัญญาณสีเหลืองจะกะพริบ จากนั้นปล่อยปุ่ม ใส่กระดาษฐานที่ไม่มีฉลากเข้าไปในร่องของเซ็นเซอร์ไฟฟ้า กดปุ่มปรับเป็นเวลา 8 วินาที จากนั้นปล่อยปุ่ม
จากนั้นกระบวนการรีเซ็ตจะเสร็จสมบูรณ์ - ลากฉลากเข้าไปในร่องของเซ็นเซอร์ไฟฟ้า ไฟสัญญาณสีเหลืองจะดับลงเมื่อกระดาษฐานที่มีฉลากทะลุผ่าน และจะสว่างขึ้นเมื่อช่องว่างระหว่างฉลากทะลุผ่าน
2.2 เซ็นเซอร์ตรวจจับผลิตภัณฑ์ไฟฟ้า: (เป็นเพียงการแนะนำโมเดลเท่านั้น ไม่ได้แสดงถึงประเภทอุปกรณ์จริง)
2.2.1 การเชื่อมต่อเซนเซอร์ไฟฟ้าซีรีย์ FX-301:
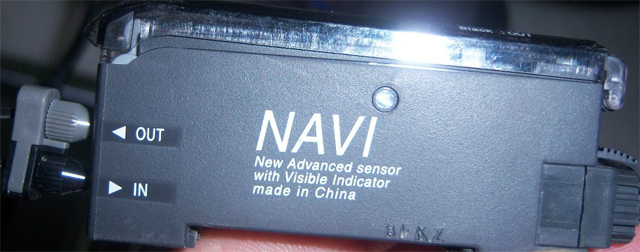
เซ็นเซอร์ตรวจจับไฟฟ้าสำหรับผลิตภัณฑ์สามารถใช้งานได้โดยการเชื่อมต่อที่ถูกต้องเท่านั้น ปฏิบัติตามคำแนะนำในการเชื่อมต่อดังต่อไปนี้ 'in' เชื่อมต่อกับสายสีดำ และ 'out' เชื่อมต่อสายสีเงิน [เซ็นเซอร์ตรวจจับไฟฟ้าซีรีส์ FX-301]
2.2.2 หลักการตรวจจับผลิตภัณฑ์ด้วยเซ็นเซอร์ไฟฟ้า
เซ็นเซอร์ตรวจจับไฟฟ้าจะระบุวัตถุตามปริมาณแสงที่สะท้อน เซ็นเซอร์ไฟฟ้าจะปล่อยแสงไปยังวัตถุ วัตถุสามารถสะท้อนแสงบางส่วนไปยังเซ็นเซอร์ไฟฟ้าได้ เมื่อปริมาณแสงที่สะท้อนถึงค่าที่ตั้งไว้ สัญญาณเซ็นเซอร์ไฟฟ้าจะเปลี่ยนแปลงและส่งสัญญาณไปยังระบบควบคุม
2.2.3 สวิตช์สถานะ
กดปุ่ม 'โหมด/ยกเลิก' สวิตช์ไฟสีเขียวพร้อมโหมด 'run' 'teach' 'ADJ' 'L/D' 'TIMER' 'PRO' หลายโหมด แสดงสถานะการทำงานที่แตกต่างกัน
‘RUN’ หมายถึงสถานะการดำเนินงาน
‘สอน’ หมายความว่า สถานะการสอน
'ADJ' หมายถึง สถานะการปรับปรุง
'L/D' หมายถึง สถานะสัญญาณ ขึ้น/ลง
กดปุ่ม 'Push' ค้างไว้เพื่อยืนยัน และสลับเพื่อปรับแต่งฟังก์ชั่น
2.2.4 การตั้งค่าเซนเซอร์ตรวจจับไฟฟ้าของผลิตภัณฑ์
- เมื่อไม่มีผลิตภัณฑ์อยู่ที่สถานีงาน ให้เปิดฝาครอบโปร่งใสของเครื่องขยายสัญญาณเซนเซอร์ไฟฟ้า กดปุ่ม 'MODE/CANCEL' และสลับไปที่โหมด 'TEACH' หน้าต่างแสดงผลแบบดิจิทัลจะแสดงค่าที่เป็นสัญญาณว่าง เช่น '67' ในภาพด้านล่าง เมื่อค่าคงที่แล้ว ให้กด 'PUSH' เพื่อยืนยัน
- จากนั้นวางผลิตภัณฑ์บนสถานีติดฉลาก ใกล้กับคันโยกกำหนดตำแหน่งด้านซ้าย สังเกตตำแหน่ง และระบุตำแหน่งของฉลากบนผลิตภัณฑ์โดยการปรับคันโยกกำหนดตำแหน่ง
- หลังจากปรับตำแหน่งของฉลากแล้ว ค่าใหม่จะปรากฏบนจอแสดงผลแบบดิจิทัล ซึ่งเป็นสัญญาณขณะตรวจจับผลิตภัณฑ์ เช่น '1900' หากค่าคงที่ ให้กด 'PUSH' เพื่อยืนยัน หลังจากทำเสร็จแล้ว จอแสดงผลแบบดิจิทัลจะแสดงคำแนะนำ 'GOOD' (กดปุ่ม 'MODE/CANCEL' กลับไปที่สถานะการทำงาน 'RUN')
- สลับไปที่รุ่น 'ADJ' จอแสดงผลดิจิทัลแสดงค่า=สัญญาณว่าง (ตรวจจับสัญญาณว่าง)/2 ระบบตั้งค่าเริ่มต้นเป็นค่าเกณฑ์ หากค่าสัญญาณมากกว่าค่าเกณฑ์ แสดงว่าวัตถุอยู่ในค่าเริ่มต้น และน้อยกว่าค่าเกณฑ์ แสดงว่าวัตถุอยู่ในค่าเริ่มต้น ส่งสัญญาณตอบกลับไปยัง PLC PLC จะส่งคำสั่งที่เกี่ยวข้อง ค่าเกณฑ์สามารถปรับได้ คุณสามารถเพิ่มหรือลดค่าและเปลี่ยนค่าเกณฑ์ได้โดยการสลับปุ่มซ้าย/ขวาของ 'PUSH' (PUSH) สุดท้ายให้กด 'PUSH' เพื่อยืนยัน
- กดปุ่ม 'MODE/CANCEL' เพื่อกลับสู่สถานะการทำงาน 'RUN' (กลับสู่สถานะการทำงาน 'RUN' หลังจากทำการตั้งค่าใดๆ เสร็จเรียบร้อยแล้ว)
- ปิดฝาโปร่งใสและตั้งค่าเสร็จสิ้น
- เมื่อวางผลิตภัณฑ์ในตำแหน่งติดฉลาก เซ็นเซอร์ตรวจจับผลิตภัณฑ์จะตรวจจับสัญญาณและส่งกลับไปยัง PLC จากนั้น PLC จะส่งคำสั่งและชิ้นส่วนที่เกี่ยวข้องของเครื่องติดฉลากจะเริ่มทำงาน

[เซนเซอร์วัดไฟฟ้ารุ่น FX-301]
ส่วนที่ 6 การดำเนินการ
I. ฉลากม้วน
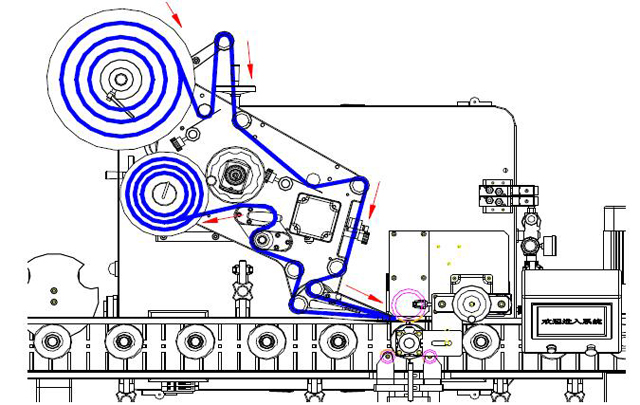
[ภาพการม้วนฉลาก]
- คลายด้ามจับปรับได้บนแผ่นวัสดุสามเหลี่ยม และนำแผ่นสามเหลี่ยมออก
- ตามที่ระบุไว้ในภาพ ใส่ม้วนฉลาก ติดตั้งแผ่นวัสดุสามเหลี่ยม และขันที่จับให้แน่น
- หมุนด้ามจับรูปตัว T บนกลไกแรงดึงเป็นเวลาครึ่งรอบตามเข็มนาฬิกา คลายแกนแรงดึงและคลายชิมแมงกานีสที่ 2 ตำแหน่ง
- พันฉลากตามทิศทางที่ลูกศรสีแดงชี้ (ระวังอย่าให้แถบฉลากขนานกันจนเอียง) กดแผ่นแมงกานีสบนแถบฉลากเบาๆ แล้วหมุนที่จับรูปตัว T บนกลไกดึงตามเข็มนาฬิกาครึ่งรอบ หากกดฉลากในตำแหน่งดังกล่าว แสดงว่าการพันฉลากเสร็จสิ้น
II. การดำเนินงานทางกล
การทำงานของเครื่องจักรโดยปกติจะทำงานเมื่อเครื่องจักรเปิดอยู่ ปรับสถานะด้วยตนเองโดยอาศัยการเคลื่อนไหวสัมพันธ์กัน
- กลไกการขนส่ง: ปรับกลไกการขนส่งเพื่อให้แน่ใจว่าผลิตภัณฑ์ถูกส่งและส่งออกไปยังตำแหน่งการติดฉลากได้สำเร็จ วางผลิตภัณฑ์ที่จะติดฉลากไว้ที่ด้านข้างของกลไกการขนส่งทั้ง 2 ด้านเพื่อปรับเล็กน้อย วิธีการดำเนินการเฉพาะ โปรดดูบทที่เกี่ยวข้องใน "การปรับส่วนที่ 5" การปรับตำแหน่งการติดฉลากและตำแหน่งรีไซเคิลวัสดุใช้วิธีการที่คล้ายกัน
- การปรับตำแหน่งการติดฉลาก: วางผลิตภัณฑ์ที่จะติดฉลากไว้ใต้แผงจ่ายฉลาก โดยปรับหัวติดฉลากขึ้นลงหรือไปข้างหน้าและข้างหลัง เพื่อให้แน่ใจว่าตำแหน่งการแยกฉลากตรงกับตำแหน่งติดฉลาก ปรับกลไกนำทางเพื่อให้แน่ใจว่าติดฉลากในตำแหน่งที่ระบุ ใช้ 2 วิธีข้างต้นร่วมกันในการปรับ
III. การดำเนินการด้านไฟฟ้า
เชื่อมต่อแหล่งจ่ายไฟ → เปิดสวิตช์ฉุกเฉิน 2 ตัว; เริ่มติดฉลาก → ตั้งค่าอินเทอร์เฟซระหว่างมนุษย์กับเครื่องจักร → เริ่มติดฉลาก
ส่วนที่ 7 การบำรุงรักษาอุปกรณ์ตามปกติ
1. สภาพแวดล้อมการติดตั้งอุปกรณ์และการดำเนินงาน:
อุณหภูมิห้อง ไม่เหมาะสำหรับใช้ในสภาพแวดล้อมที่มีอุณหภูมิสูง ความชื้น และกรด-ด่างเป็นเวลานาน เพื่อหลีกเลี่ยงผลกระทบจากอายุการใช้งาน ประสิทธิภาพ และความแม่นยำที่ลดลง
2. รักษาความสะอาด:
ทำความสะอาดกลไกของอุปกรณ์หลังการใช้งาน เช่น ลูกกลิ้งแรงเสียดทาน กล่องไฟฟ้า เป็นต้น สามารถใช้แอลกอฮอล์หรือน้ำยาทำความสะอาดที่เป็นกลางทางการค้าในการทำความสะอาดและบำรุงรักษาได้
3. ความใส่ใจในการทำความสะอาด:
- ห้ามใช้เครื่องมือทำความสะอาดที่อาจทำความเสียหายต่อพื้นผิวเครื่องจักรได้
- ห้ามใช้ภาชนะพลาสติกชนิดกัดกร่อน
- ห้ามใช้น้ำยาที่มีฤทธิ์เป็นกรด
- การตรวจเช็คและบำรุงรักษาตามระยะเวลา : ตรวจสอบเครื่องจักรเป็นระยะๆ เพื่อให้เครื่องจักรทำงานได้ดี ซึ่งรวมถึงแต่ไม่จำกัดเพียงดังต่อไปนี้:
- ทำความสะอาดเศษกระดาษและเศษขยะที่ถูกทิ้ง
- ทำความสะอาดคราบน้ำมันที่เหลือจากด้านข้างลูกกลิ้ง
- ทำความสะอาดเลนส์ของเซ็นเซอร์ด้วยแปรงขนนุ่มหรือผ้า
- เปลี่ยนฟิวส์เป็นระยะ อุปกรณ์นี้ใช้ไฟฟ้ากระแสสลับและฟิวส์เพื่อป้องกันไฟเกิน
- ป้องกันสนิม: ฉีดน้ำมันป้องกันสนิมบนชิ้นส่วนสแตนเลสและเหล็กแล้วถูให้ทั่วด้วยผ้านุ่ม
- น้ำมันกันสนิมที่แนะนำ คือ น้ำมันกันสนิม
ส่วนที่แปด เคล็ดลับการแก้ไขปัญหาเบื้องต้น:
1. กระดาษฐานแตก:
กระดาษฐานที่แตกหักนั้นมีความเกี่ยวข้องอย่างใกล้ชิดกับคุณภาพของกระดาษฐาน การขูดเอากระดาษฐานออกจากแรงดึงและการยึดเกาะของฉลาก
- ตรวจสอบความเสียหายของกระดาษฐาน หากถูกตัด ให้เปลี่ยนเป็นกระดาษฐานที่มีคุณภาพดีขึ้น กระดาษที่แนะนำคือ Gelaxxindi และต้องให้ซัพพลายเออร์ฉลากควบคุมความลึกของการตัดแม่พิมพ์
- ตรวจสอบฉลากว่าเป็นรอยขีดข่วนระหว่างการม้วนเพื่อขจัดปัจจัยที่ทำให้เกิดรอยขีดข่วน
- หากใช้กาวติดฉลาก ฉลากอาจฉีกขาดได้ง่าย ควรควบคุมความยาวของฉลากให้พอดี และตรวจดูให้แน่ใจว่าไม่มีการยึดติดกับผลิตภัณฑ์ที่มีฉลาก
2. การติดฉลากมีความเบี่ยงเบนมากกว่าข้อกำหนดความแม่นยำ:
- ความเบี่ยงเบนของฉลากและตำแหน่งแถบฉลากหลุดออก ทิศทางของแถบฉลากไม่ขนานกับทิศทางการขนส่งผลิตภัณฑ์ ล้อลากลื่น การตรวจจับตำแหน่งผลิตภัณฑ์ไม่ถูกต้อง ฉลากไม่ติดบนผลิตภัณฑ์ไม่ตรงกับล้อติดฉลาก ความคลาดเคลื่อนของผลิตภัณฑ์ และอื่นๆ เป็นปัจจัยที่จำเป็นต้องได้รับการตรวจสอบและแก้ไขตามลำดับ
- หากแถบฉลากอยู่ในตำแหน่งที่ผิด ให้ปล่อยกลไกการดึงและลากฉลากไปมาเพื่อให้ฉลากเคลื่อนที่ได้อย่างถูกต้อง หลังจากติดฉลากได้อย่างถูกต้องแล้ว ให้ขันวงกลมจำกัดที่ด้านข้างทั้ง 2 ด้านให้แน่น และนำฉลากออกมา
- หากทิศทางของแถบฉลากไม่ขนานกับทิศทางการขนส่งผลิตภัณฑ์ ให้ปรับความเอียงของหัวติดฉลากเพื่อให้เกิดความขนาน
- การลื่นไถลและสึกหรอของล้อขับเคลื่อนเกี่ยวข้องกับสกรูนาฬิกาบนล้อขับเคลื่อน ปัญหาทั้ง 2 สามารถแก้ไขได้ด้วยการขันสกรูนาฬิกาให้แน่น
- ในกระบวนการผลิตผลิตภัณฑ์ ความคลาดเคลื่อนของขอบทำให้เกิดความคลาดเคลื่อนในการติดฉลาก ความคลาดเคลื่อนของผลิตภัณฑ์สามารถแก้ไขได้โดยการควบคุมคุณภาพผลิตภัณฑ์เท่านั้น
3. ออกฉลากอย่างต่อเนื่อง:
- เอาต์พุตฉลากที่ต่อเนื่องและไม่สมบูรณ์ซึ่งเกี่ยวข้องกับความไวในการตรวจจับของเซนเซอร์ไฟฟ้าสามารถแก้ไขได้โดยการปรับความไว คำแนะนำโดยละเอียดโปรดดูบทที่กล่าวถึงข้างต้นสำหรับการปรับตาไฟฟ้า
- หากไม่สามารถแก้ไขหลังจากปรับตาไฟฟ้าได้ อาจเป็นเพราะฉลากไม่อยู่ในขอบเขตการตรวจจับของตาไฟฟ้า หรืออาจได้รับความเสียหาย ปรึกษาบริษัทของเรา
- อีกสาเหตุหนึ่งคือแถบฉลากอยู่ในตำแหน่งปิดและไม่ถูกตรวจจับโดยตาไฟฟ้า ปรับตำแหน่งการตรวจจับของตาไฟฟ้าไปมา
4. กระดาษฐานหลุดออกจากตำแหน่งของแผงจ่ายฉลาก
- กระดาษฐานหลวมเกี่ยวข้องกับความเร็วแรงดึงต่ำเกินไปหรือกลไกการดึงลื่น หากความเร็วแรงดึงต่ำเกินไป ให้เพิ่มความเร็วเพื่อแก้ปัญหา
- หากกลไกการยึดเกาะลื่น ให้ขันสกรูล็อคบนแกนยึดเกาะจนกระดาษฐานไม่ลื่น
- นอกจากนี้ ให้ใส่ใจกับสายพานขนส่งที่อยู่ด้านหลังเพลารีไซเคิลวัสดุว่าขาดหรือไม่
ความมุ่งมั่นในการบริการ
VKPAK มอบการบริการก่อนการขายและหลังการขายโดยคำนึงถึงลูกค้าเป็นสำคัญ
- ให้คำแนะนำทางเทคนิคอย่างมืออาชีพก่อนการขายและให้คำแนะนำลูกค้าในการเลือกโมเดลที่เหมาะสม
- จัดให้มีการฝึกอบรมการใช้งานเครื่องติดฉลากและให้คำแนะนำลูกค้าในการใช้งานและบำรุงรักษาเครื่องติดฉลากอย่างถูกต้อง
- ให้บริการสนับสนุนทางเทคนิคเพื่อแนะนำลูกค้าในการแก้ไขปัญหาด้านฉลาก
- มีบริการบำรุงรักษารับประกันบำรุงรักษาอุปกรณ์ 1 ปี
คุณอาจจะชอบ
 เครื่องบรรจุและปิดผนึกกาวท่ออลูมิเนียม
เครื่องบรรจุและปิดผนึกกาวท่ออลูมิเนียม- เครื่องบรรจุของเหลวแบบลูกสูบอินไลน์สำหรับน้ำผลไม้เข้มข้นเชอร์รี่
- เครื่องบรรจุขวดเครื่องสำอางแบบเกลียว 3 หัวเชิงเส้น
- อุปกรณ์ติดฉลากกาวร้อนละลายแบบสถานีเดียวอัตโนมัติ
- เครื่องติดฉลากขวดกลมแบนสองด้านอัตโนมัติ
- เครื่องติดฉลากขวด กระป๋อง กระดาษ กาว เปียก กึ่งอัตโนมัติ
- เครื่องบรรจุขวดแชมพูแบบลูกสูบ 6 หัวอัตโนมัติ
- เครื่องบรรจุหลอดโลชั่นครีมเครื่องสำอางแบบ 2 ช่อง
- เครื่องติดฉลากสติกเกอร์ด้านล่างลิปสติกและลิปบาล์มอัตโนมัติ
- เครื่องบรรจุและปิดผนึกหลอดครีมโลชั่นอัตโนมัติพร้อมเครื่องทำความเย็นด้วยน้ำ









